BIG攻丝刀柄-美夹同步攻丝刀柄 提高精度 增强效率 降低成本
资讯中心 > 技术与支持 发布时间:2020-11-26
攻丝对于零部件加工来说几乎是最后一道工序,如果攻丝产生不合格品,加工产品将无法补救,对企业造成损失,需要重新加工,所以选择合适的攻丝刀柄非常重要。
一、下面我们先了解一下丝锥槽型的选择。
1、直槽型:应用广泛,可用于各种类型的孔和孔深。

2、螺旋槽型:螺旋槽丝锥是最常见的丝锥类型,切屑沿丝锥向上排出,主要用于盲孔的螺纹加工。

3、先端螺旋槽型:最强劲的丝锥类型,切屑沿丝锥向下排出,这与螺旋槽型丝锥刚好相反,适合加工通孔螺纹,不适合加工盲孔。

二、BIG攻丝刀柄分为:
1、美夹同步攻丝刀柄—刚性攻丝

2、浮动攻丝刀柄—柔性攻丝
三、本次主要介绍BIG美夹同步攻丝刀柄MGT:
1、特点:能补偿同步攻丝时机床的同步误差,能将因同步误差产生的轴向负荷降低至1/10,从而提高螺纹精度和延长丝锥寿命。
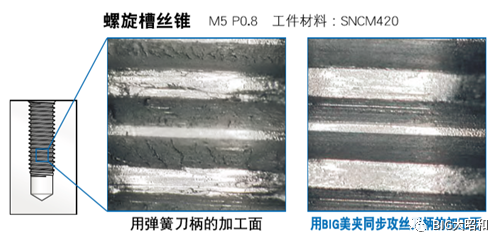
(1)、加工面的比较

对难切削材料加工,使用弹性刀柄加工会出现烂牙。美夹同步攻丝刀柄可将加工中产生的同步误差补正,降低切削负荷,可以获得比较好的加工面。
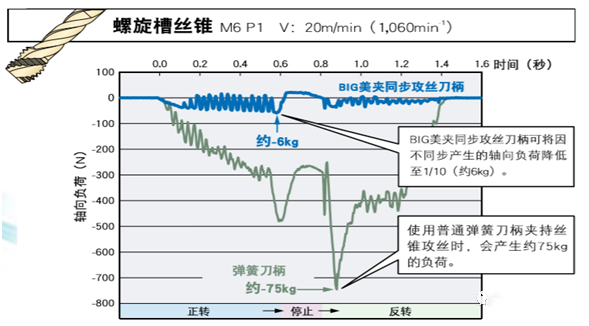
(2)、丝锥与工件轴向负荷比较
因正转切换反转时进给误差及丝锥本身的螺距误差,完全同步是相当困难的。BIG美夹同步攻丝刀柄通过吸收切削抗力,从而大幅度降低了轴向负荷。
(3)、加工设备不同产生负荷比较
即使转速相同,不同加工机床拉伸负荷也完全不同。负荷最大的A公司选用BIG美夹同步攻丝刀柄时,也很大减少了负荷。
注:请不要在无同步攻丝机能的机床上使用。
2、总结:加工螺纹时首先要选择合适的丝锥,同时也要选择合适的攻丝刀柄,这样不仅能提高零件的精度,而且提高了加工效率,降低了加工难度,减少了生产成本。因此,选择好的产品一定能达到事半功倍的效果。
电话:0592-5553716 5553717 传真:0592-5553718
QQ:1104207820 380560382
微信:13055218588 13806004348(商务洽谈请加微信)
地址:福建省厦门市湖里区安岭路999号之202室
官网:www.xmcreate.com
淘宝网:xmcreate.taobao.com




 闽公网安备 35020602001890号
闽公网安备 35020602001890号